
In principe is er bij lengte-meetinstrumenten een verschil in meetapparatuur en -meters. Onder de meters kunnen manometers met conische schroefdraadverbinding als een speciaal geval worden gezien. Een manometer met conische schroefdraadverbinding is een drietraps-ring. WIKA gebruikt deze bijvoorbeeld voor het controleren van de procesaansluitingen van geproduceerde instrumenten. Daarentegen zal deze testapparatuur ook worden gebruikt om de levering te controleren.
De basis voor manometers met conische schroefdraadverbinding is dat het testobject de eerste trap moet bereiken (anders is de schroefdraad te groot) en de laatste trap niet mag overschrijden. De middelste trap is in dit verband de optimale maat. In het verleden werd bij het kalibreren van de referentiematen met een hoofddoorn slechts aangegeven of de schroefdraad wel of niet zou passen. Informatie over de relaties van de steekdiameter kon niet worden afgeleid en daarom was er geen conclusie over de ontwikkeling van de slijtage mogelijk. In ISO 9001 worden bijvoorbeeld ook steekdiameters genoemd. Een hiermee samenhangende ijking houdt in dat de werkelijke afmetingen van de steekdiameter moeten worden bepaald. Voor een conische schroefdraad is hiervoor een machinale methode nodig.
Het uitvoeren van een kalibratie bij WIKA
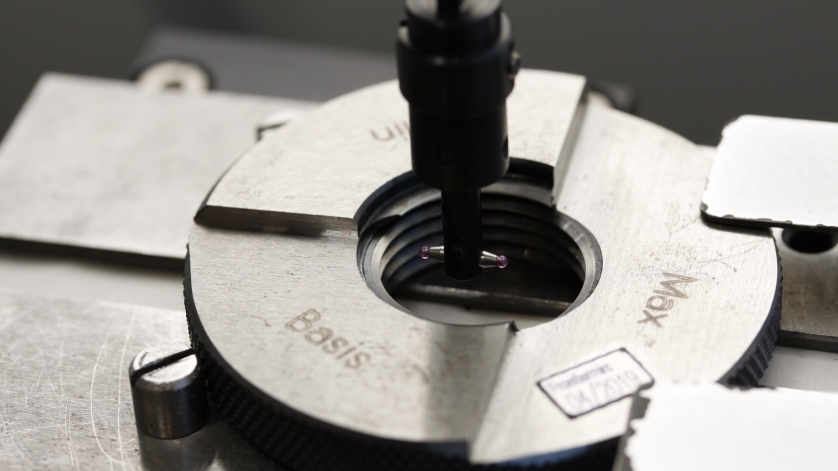
Om zowel eigen als manometers met conische schroefdraadverbindingen van klanten in het fabrikant-onafhankelijke kalibratielaboratorium van WIKA te kunnen kalibreren, wordt de door Carl Zeiss Jena ontwikkelde Abbe-vergelijker gebruikt. Volgens het Abbe-principe voor de constructie van lengte-meetinstrumenten liggen de meetschaal en het testobject in de uitlijning om de hoogst mogelijke nauwkeurigheid te bereiken. Op basis van de Heidenhain-schaal wordt de referentie bepaald door middel van een incrementele methode en worden de meetlijnen geregistreerd door een sensor. Het nulpunt kan overal op de schaal worden ingesteld.
In combinatie met dit meetsysteem wordt een inductieve meetsonde met twee robijnrode kogels gebruikt. Hun diameter is gebaseerd op de te meten draad. Onder de meetsonde bevindt zich de zogenaamde sinustabel, waarin de te testen draadmaten zijn ondergebracht en waarop het testobject is bevestigd. Op dit moment houdt een 30 mm parallelle meterblok zijn oppervlak exact waterpas. In de tweede stap wordt de sinustabel met een halve kegelstap verlaagd, dat wil zeggen: ingesteld op een eindmaat van 26,7 mm, en de meetsonde wordt in de schroefdraad van de nu vlakke kegelzijde gestoken. Daarna wordt de sinustabel op een eindmaat van 31,123 mm gebracht en wordt de tegengestelde plaats van de schroefdraad gemeten. Vervolgens wordt de referentiemeter 180° gedraaid om de andere conusbreedte te meten. De vier meetpunten resulteren in de werkelijke afmetingen van de steekdiameter. Op basis van de bevindingen over de huidige conuscondities wordt de verdere slijtage afgeleid. Zo kunnen schroefdraadmaten tijdig worden vervangen en kunnen onnauwkeurige metingen worden vermeden.
Opmerking
Als u vragen heeft, aarzel dan niet om ons serviceteam op werkdagen van 08:30 tot 17:00 (vrijdag tot 16:00) telefonisch te contacteren op +31 475 850 759. Meer informatie over ons kalibratie- en servicecentrum vindt u op de website van WIKA.
Zie ook dit artikel
Nauwkeurig tot op de laatste µ – kalibratie van lengte-meetinstrumenten